Overhauled O320-E2D (with 8.5:1 pistons)
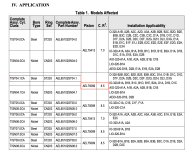
ECI Cylinders AEL65102 non-AD cylinders
Found wavy wear region during borescope of #4 Cylinder when Blackstone called me to tell me my chrome is way too high (110 ppm, should be single digits). Engine was running great producing good power with only 20 hrs on it. No metal in filter or screen when changed at 10 hrs of run time...though there was some very fine powdery steel caught on magnet which I assumed was from break-in.
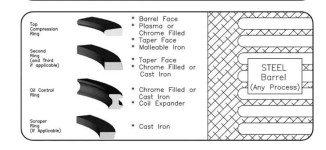
When I first scoped it I assumed broken ring. Rings are not broke, but the wear on the rings is atypical. Side clearance on top land is out of spec (.009), but there was enough wear on the sides of that top compression ring that I couldn't see the laser etched part number anymore. Not sure if either of these is a symptom or a cause.
Poplar Grove did the IRAN with new hone and new rings, etc. The other cylinders seem fine but the compressions are really low (60s) with all air going past the rings on all cylinders. Break-in seemed to be great with all CHTs and oil consumption good, until the last 5-10 hrs the oil consumption started going up, presumably due to to this issue. CHTs were good but you can see the steel barrel was hot enough to discolor and bubble the paint on the outside.
Any idea what would cause the rings to wear the cylinder like that?? you can feel the waviness to the wear, couple that with overheating the barrel and I think the cylinder is trash.
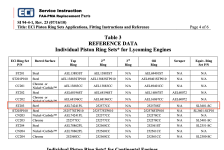
These are the parts using in overhaul, supplied from Poplar Grove. From my research they are the correct rings. Although rocketbob show a different Superior set for steel than what Lycoming and Continental/Titan/ECI show
ECI AEL65102 IRAN
Ring Set 05K22035 - 74241(2), 14H21950(1)
ECI Cylinders AEL65102 non-AD cylinders
Found wavy wear region during borescope of #4 Cylinder when Blackstone called me to tell me my chrome is way too high (110 ppm, should be single digits). Engine was running great producing good power with only 20 hrs on it. No metal in filter or screen when changed at 10 hrs of run time...though there was some very fine powdery steel caught on magnet which I assumed was from break-in.
When I first scoped it I assumed broken ring. Rings are not broke, but the wear on the rings is atypical. Side clearance on top land is out of spec (.009), but there was enough wear on the sides of that top compression ring that I couldn't see the laser etched part number anymore. Not sure if either of these is a symptom or a cause.
Poplar Grove did the IRAN with new hone and new rings, etc. The other cylinders seem fine but the compressions are really low (60s) with all air going past the rings on all cylinders. Break-in seemed to be great with all CHTs and oil consumption good, until the last 5-10 hrs the oil consumption started going up, presumably due to to this issue. CHTs were good but you can see the steel barrel was hot enough to discolor and bubble the paint on the outside.
Any idea what would cause the rings to wear the cylinder like that?? you can feel the waviness to the wear, couple that with overheating the barrel and I think the cylinder is trash.
These are the parts using in overhaul, supplied from Poplar Grove. From my research they are the correct rings. Although rocketbob show a different Superior set for steel than what Lycoming and Continental/Titan/ECI show
ECI AEL65102 IRAN
Ring Set 05K22035 - 74241(2), 14H21950(1)
Attachments
-
 IMG_3903.jpg297.9 KB · Views: 348
IMG_3903.jpg297.9 KB · Views: 348 -
 IMG_3904.jpg536.4 KB · Views: 351
IMG_3904.jpg536.4 KB · Views: 351 -
 IMG_3905.jpg486.2 KB · Views: 246
IMG_3905.jpg486.2 KB · Views: 246 -
 IMG_3910.jpg412.5 KB · Views: 220
IMG_3910.jpg412.5 KB · Views: 220 -
 IMG_3906.jpg465.3 KB · Views: 220
IMG_3906.jpg465.3 KB · Views: 220 -
 IMG_3907.jpg354.3 KB · Views: 194
IMG_3907.jpg354.3 KB · Views: 194 -
 IMG_3912.jpg156.5 KB · Views: 215
IMG_3912.jpg156.5 KB · Views: 215 -
 IMG_3913.jpg175.6 KB · Views: 184
IMG_3913.jpg175.6 KB · Views: 184 -
 IMG_3914.jpg152.6 KB · Views: 173
IMG_3914.jpg152.6 KB · Views: 173