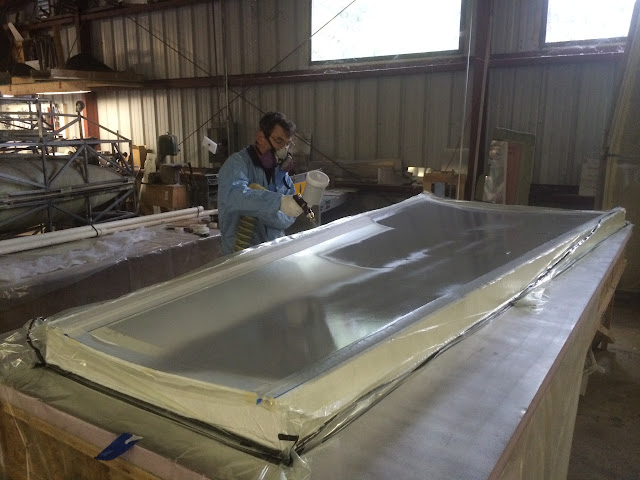
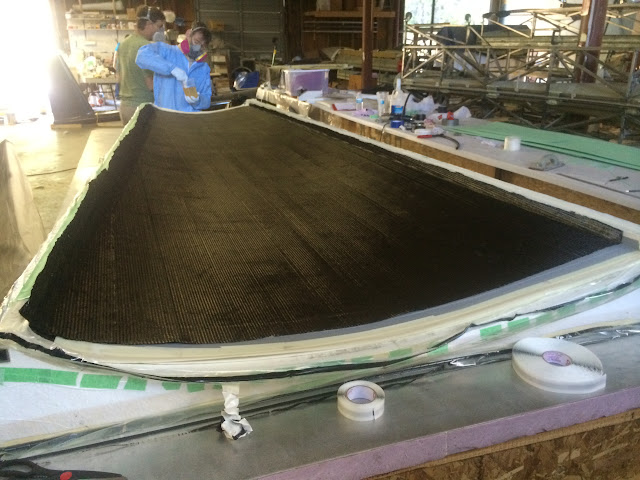
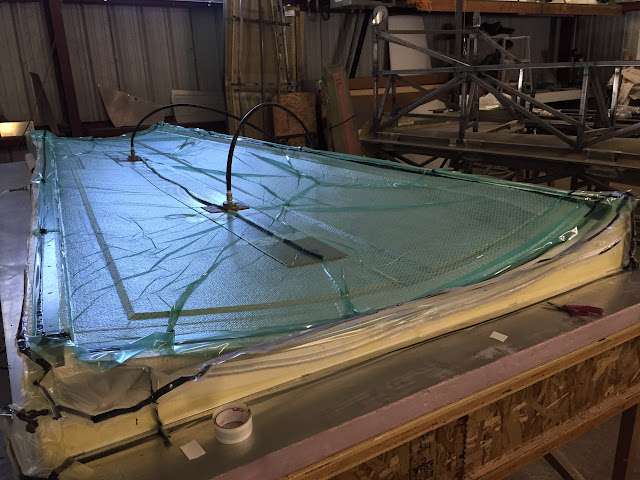
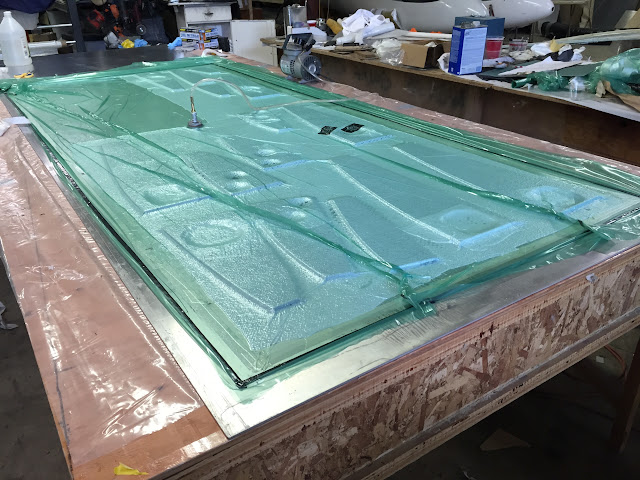
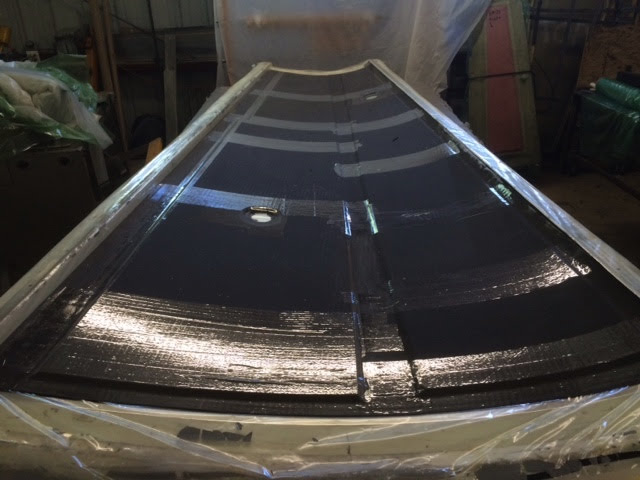
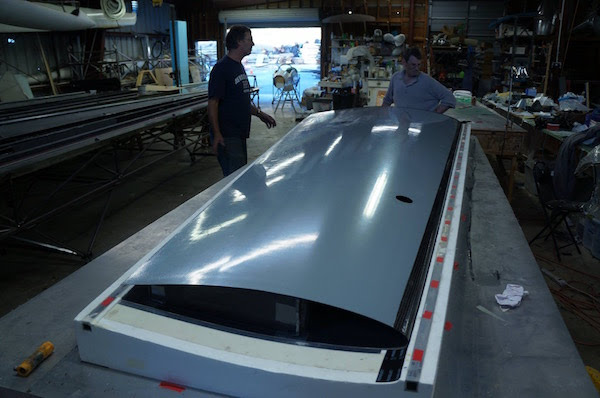
If you peek once in a while on the HP-24 project page, you have seen us laying up composite skins for new tapered wings for my RV-8 and Bob Mills Rocket-6.
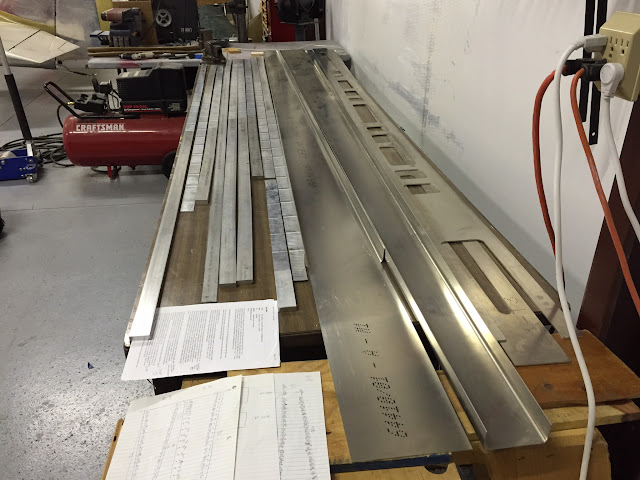
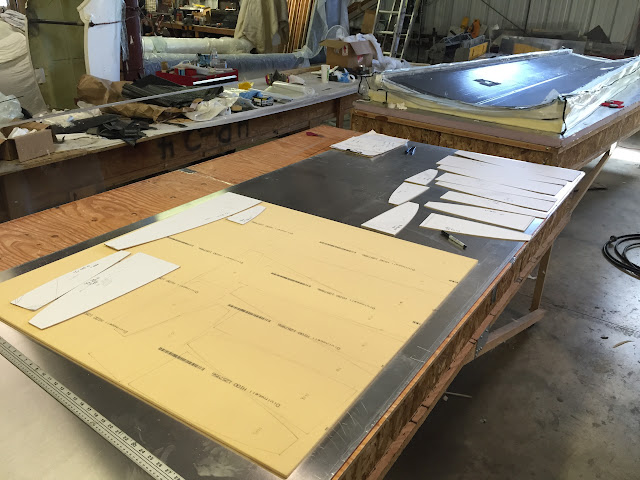
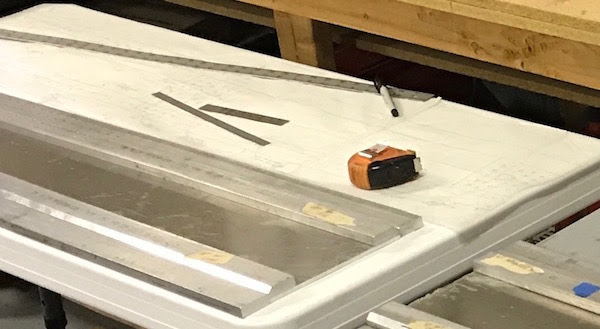
We've now started making spars. The taper is evident in the pictures.


Stand by, trying to get pictures right side up....
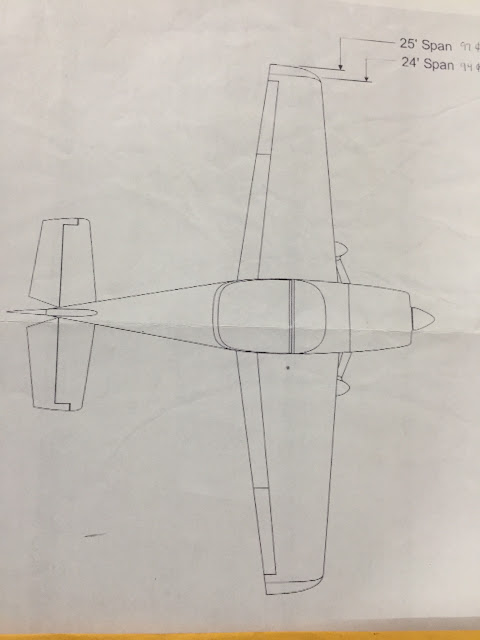
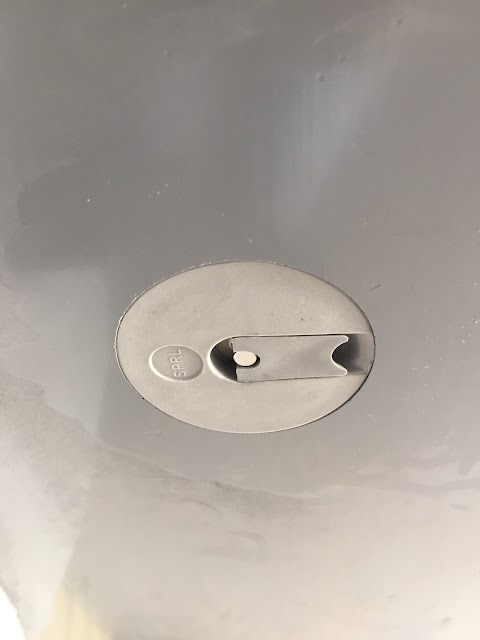
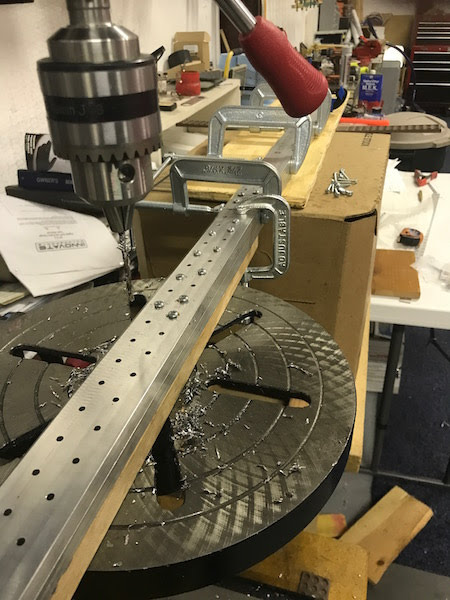
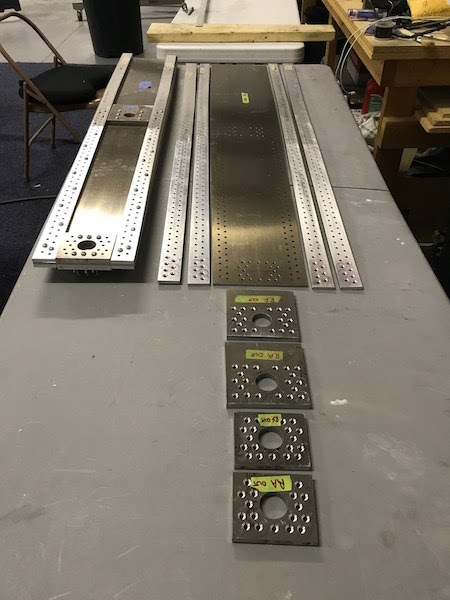
These are conventional aluminum spars, very similar in concept to Van's RV-7/8 spar. Although, of course, the thickness change along the span, rivet spacing, etc. is tailored to the new wings. For the Rocket-6, the spar extends into the fuselage the same way it does on a standard RV-6. The skins bond to the spar along the wide flanges, using a Boeing-certified treatment+primer process and using high strength structural adhesive. (if you are curious, it is AC-130 sol-gel, BR-6747 primer, and Hysol 9360 adhesive.
Of the various designs for transitioning from conventional aluminum structure to composite construction, this was the lightest and highest-confidence concept I came up with.
By this time next year, I hope to be doing static load testing on the first pair of wings.
We've now started making spars. The taper is evident in the pictures.
Stand by, trying to get pictures right side up....
These are conventional aluminum spars, very similar in concept to Van's RV-7/8 spar. Although, of course, the thickness change along the span, rivet spacing, etc. is tailored to the new wings. For the Rocket-6, the spar extends into the fuselage the same way it does on a standard RV-6. The skins bond to the spar along the wide flanges, using a Boeing-certified treatment+primer process and using high strength structural adhesive. (if you are curious, it is AC-130 sol-gel, BR-6747 primer, and Hysol 9360 adhesive.
Of the various designs for transitioning from conventional aluminum structure to composite construction, this was the lightest and highest-confidence concept I came up with.
By this time next year, I hope to be doing static load testing on the first pair of wings.
Last edited:

")
")