

Hopefully I can get some feedback on how I can improve setting AN470 rivets with an offset rivet set.
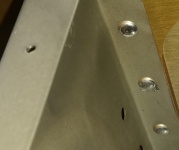
The rivets are AN470AD4-7, between the wing ribs and the main spar, RV-8. I was originally suspecting I had the wrong tool for the job, but it looks ok.
Currently using a MM135-17 1/8 AN470 X 5 1/2 X 401
Should those be drilled out? I have attached pictures of the worst offenders.
TIA. Julien
The rivets are AN470AD4-7, between the wing ribs and the main spar, RV-8. I was originally suspecting I had the wrong tool for the job, but it looks ok.
Currently using a MM135-17 1/8 AN470 X 5 1/2 X 401
Should those be drilled out? I have attached pictures of the worst offenders.
TIA. Julien





 IMHO YMMV.........
IMHO YMMV.........") which would be unusual in my experience, I would not drill out any of those rivets. Checkout Page 05-04 RV-ALL from the manual, second column. I'm half way through my second build. Like was previously said, I think long and hard before drilling out a bad looking rivet, especially if the shop head is not easily accessible, or the replacement parts are really expensive! My experience is that just as I start to think I'm good at drilling out rivets, one goes terribly wrong and I wish I could go back in time...
which would be unusual in my experience, I would not drill out any of those rivets. Checkout Page 05-04 RV-ALL from the manual, second column. I'm half way through my second build. Like was previously said, I think long and hard before drilling out a bad looking rivet, especially if the shop head is not easily accessible, or the replacement parts are really expensive! My experience is that just as I start to think I'm good at drilling out rivets, one goes terribly wrong and I wish I could go back in time...