TJ---there is debris on the flaring cone and inside the tube. If the cone is removable from the tool, clean it to get the embedded aluminum off the cone, You can use some very fine sand paper, crocus cloth, or even a wire wheel on a grinder to clean it up. Check the inside of the end of the tube for cutting debris----yes even if you use a tubing cutter---.
The scratched on the flare show me that there is embeded debris on probably both the flare cone, and the end of the tube ID. As you go through the flaring process, if there is any debris, the cone is pressing it INTO the tube as it expands to make the flare. So as the cone turns, is dragging little pieces of debris around.
Always debur the ID of the tube, and square the end with a fine file. ( I put mine in the lathe and turn the end square and smooth. In the production shop, we have a squaring machine that does this). With a clean tube, and flaring cone, the finished product will look like the pic Jim posted.
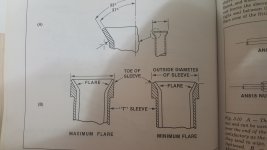
Also----it looks like the tube is over flared---maybe my eyes. Retract the tube slightly (.035-.060) and see how it looks. The maximum OD of the flare should be no larger than the OD of the sleeve, and minimum OD would be no smaller than the sleeve margin. Ideally, the OD of the flare would be somewhere in the middle.
This is not hard, but it does take some practice to get right. Different flare tools require a slightly different tube extension before flaring. I have 3 different tools and they are all different. Same with the wall thickness of the tubes. Know what you're working with, look at known good examples, and with alittle practice you can make very acceptable flares. We we hear of builders having leak issues on rigid tubes, we go over these same things.
Tom











")