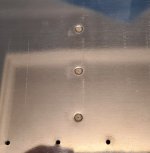
Those have to be thin skin rivets, not AN426. Please check your rivets. There is absolutely no way I would consider those structurally sound.
I'm not trying to pick here, but to answer straight forward. The air gap is extremely important. There should be none. The rivets head has to sit, metal to metal into the countersink or dimple.
I own an aerospace parts and assemblies manufacturing company building machined and sheet metal parts and mostly complex assemblies for Boeing military aircraft and over the last 40 years, we've done something like 180 million rivets...long and short of it is there are rigid specifications for rivet fit. And yes, I've built a bunch of RV's.
In our world, dimpling is not used, other than for non-structural items like nut plates. As far as primary structure is concerned, you just can't have rivets with the head mushroomed out, the body swelling into the hole and a beautiful looking shop head...those are scrap. Period.
Countersinks, produce exacting fit, for rivets to nearly perfectly seat into...a flush AN426 rivet, or any flush mechanical fastener, is required to have the manufactured head, proud of the surface, by .001-.003 and I have seen specs requiring .005 high, then shaving a few thou off.
Again, if you squeeze or back buck...the first action that occurs, is to un-seat the rivet, then the body swells and then the shop head forms. I don't believe it is a satisfactory practice and I don't advocate using it. It is definitely a little harder at first to learn the proper technique for bucking, but in a matter of a week, you will have developed a solid skill to produce high quality structural rivet joints.
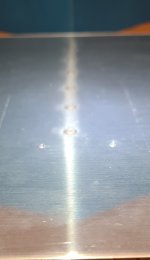
Rivets joints that allow systemic air gaps, begin to fret and you see lines of smoked rivets in short order. If you're pulling g on your plane now and then and twisting and turning...those rivet lines are working hard to keep their respective connections intact.
The pictures you sent are great examples of how this can all go wrong if we don't ask these kinds of questions, so I applaud you for doing so.
I don't know where you live, but I would get with an EAA technical counselor as a good first step, but even more so..an RV builder local to you who can offer an hour of hands on supervision, identification and camaraderie in this process. I'm south of Seattle an hour and happy to help.
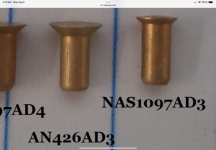
You're asking great questions, giving great examples and I think totally headed in the right direction to nip this problem in the bud quickly. Let's get to the bottom of the rivet in question. You need AN426AD3 or 3.5's most likely. Those are the rivet that will fit your dimple die.
The radius on the external periphery of the head, looks way too pronounced to be a 426 rivet. They are much sharper all the way to the corner of their countersink head.
The Thin skin rivet is for use in machine countersink applications, in skins, generally considered too thin for traditional depth machine countersink.
Please keep posting pics and asking questions, till we can get to the bottom of this.
Respectfully,
Steve.