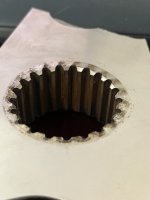
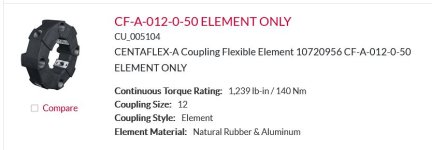
DanH I see there is a way to register and get CAD files. PDF Catalog shows 3 holes in the photos and no axial view so no way to determine how many holes there are. But I see the online product catalog (not the PDF) shows individual elements with a picture and basic spec.. Would you suggest trying the lowest shore first ?
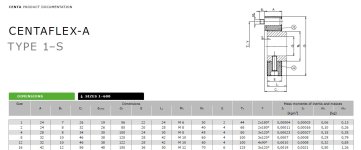
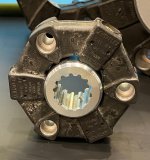
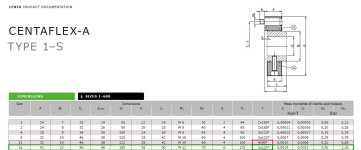
Complete dimensions in the catalog, see below. A #12 has 4 lobes at 90 degrees.
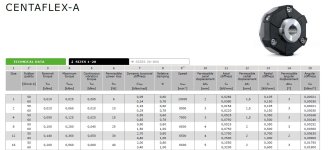
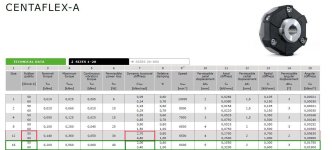
Selection is the usual balanced compromise. As you know, it's not really a matter of Shore hardness, but rather, dynamic torsional stiffness. Design goal is to move the fundamental resonant RPM below the normal operating range without allowing the F2 to creep into the upper end of the range. Less stiffness will move it lower, more higher. In the optimum case, you would model the system with the available stiffness values to see where things land. However, in this case I think it is reasonable to experiment.
So take a good look at the torsional data for the #16 as well as the #12. The #16 is a three lobe in a slightly larger overall diameter and thickness, and thus offers even lower dynamic torsional stiffness values...while at the same time increasing the allowable nominal and vibratory torque. The issue might be max RPM, 6000 vs 6500. I don't know the max for the Fit.
Two plots below, live vibratory propshaft telemetry from 1999, 3 cyl Suzuki with a cog belt, driving through a 50 Shore #12. The test goal that day was to compare vibratory behavior with two different props, one maple, one mahogany, thus quite different in stiffness. Note there was very little....but I digress.
Some items of note, clues regarding your app. First, the fundamental resonant frequency of the system was 30 hz. That's the 1200 RPM shown here with the 3-cyl, but remember, it would be
900 RPM with your 4-cyl. (RPM x #cyls) / 120 = hertz, forcing frequency for a four stroke.
Vibratory amplitude was 160~180 lbs-ft
measured at steady state throttle. Vibratory torque is almost proportional to manifold pressure, so it is important to minimize throttle opening while passing through the resonant range. That's the most important reason to push the F1 below the operating range, so you pass through it only at start, preferably with throttle at idle.
Note the F2 creeping in at the upper end of the RPM range on the plot for the 68" prop. I wasn't able to get enough static RPM to see it with the 72" prop, but you can bet it was there. Because of the greater output torque oscillation of the 3-cyl, I was using a high inertia flywheel, certainly as compared to the light ring gear disk I see in the Viking videos. In your case I think a low mass flywheel will push F2 up the scale, but I've not done any analysis.
If you have the physical space for it, I think I'd try the #16 in Shore 50, with the backup plan of a Shore 60.
.