

sbalmos
Well Known Member
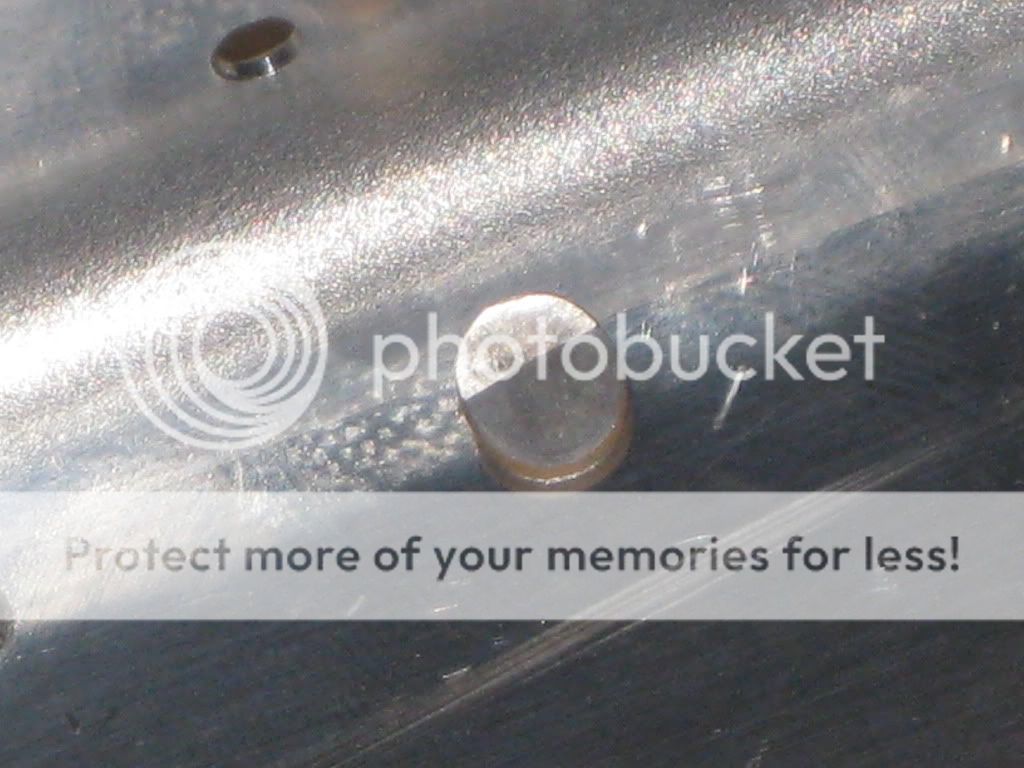
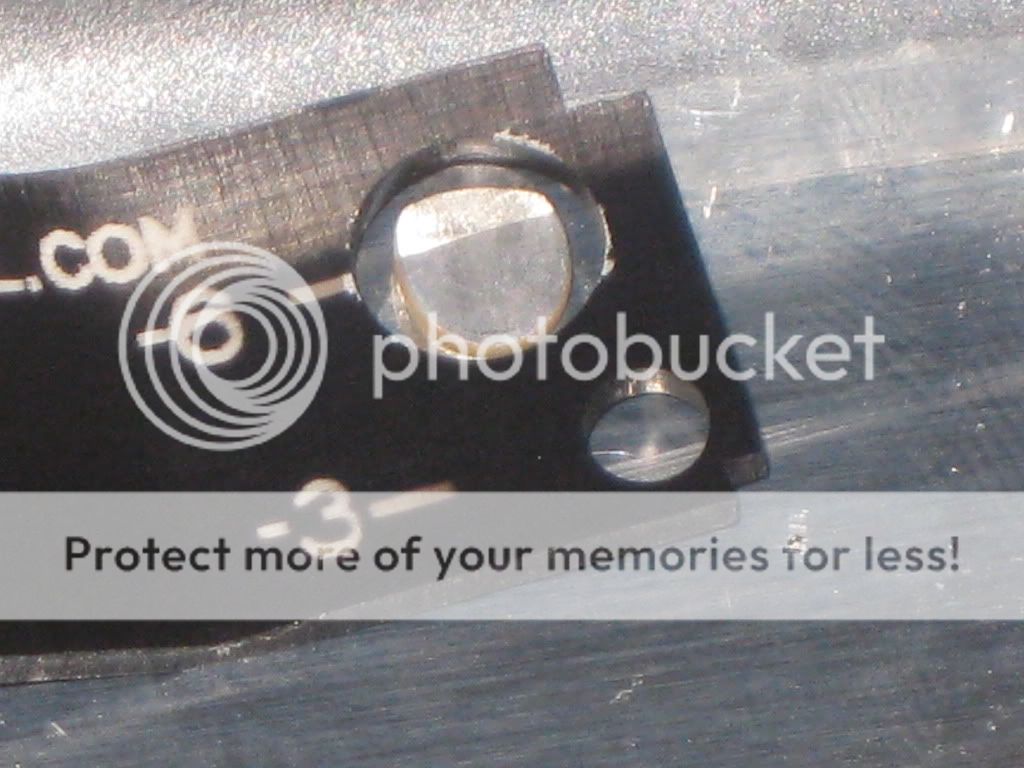
Newbie question... So I just pounded the first four rivets in my bird. They're 470AD4-6's, between the HS spar and doubler plate. Now if I'm reading my trusty Cleaveland rivet gauge right (the -6 hole), then the shop head isn't nearly wide enough. Yet the height is right. It just seems like I'm using a *lot* more pressure with my bucking bar than I did with the practice kit, and still not getting the shop head anywhere near wide enough. So far, it's looking like they're matching up to the -4 or -5 holes.
I'm running my 3x at 40psi using the standard bucking bar that comes with Avery's rivet gun toolkit. Any tips?
And I imagine I'm going to have to drill these out anyway, because the gun starts to slip and dents the machine head.



I'm running my 3x at 40psi using the standard bucking bar that comes with Avery's rivet gun toolkit. Any tips?
And I imagine I'm going to have to drill these out anyway, because the gun starts to slip and dents the machine head.

