The subject here is interesting, so I did a little test this morning to see how serious the problem is. I've used the hammer method of dimpling but am now committed to the DRDT-2 for reasons explained below.
What Bob says about the difference between a dynamic load and static load in setting the dimple is probably true. The problem I have with the hammer method is consistency. There are over 12,000 rivets in an RV, most require a dimple. I found with the hammer whacking method, my arm got weary and the sets were not consistent. If you are holding a large skin with one hand and attempting to get a good whack with the other, sometime it doesn't work out right. With the DRDT-2 each set is the same if you bring the handle full down through the over center part part of the application.
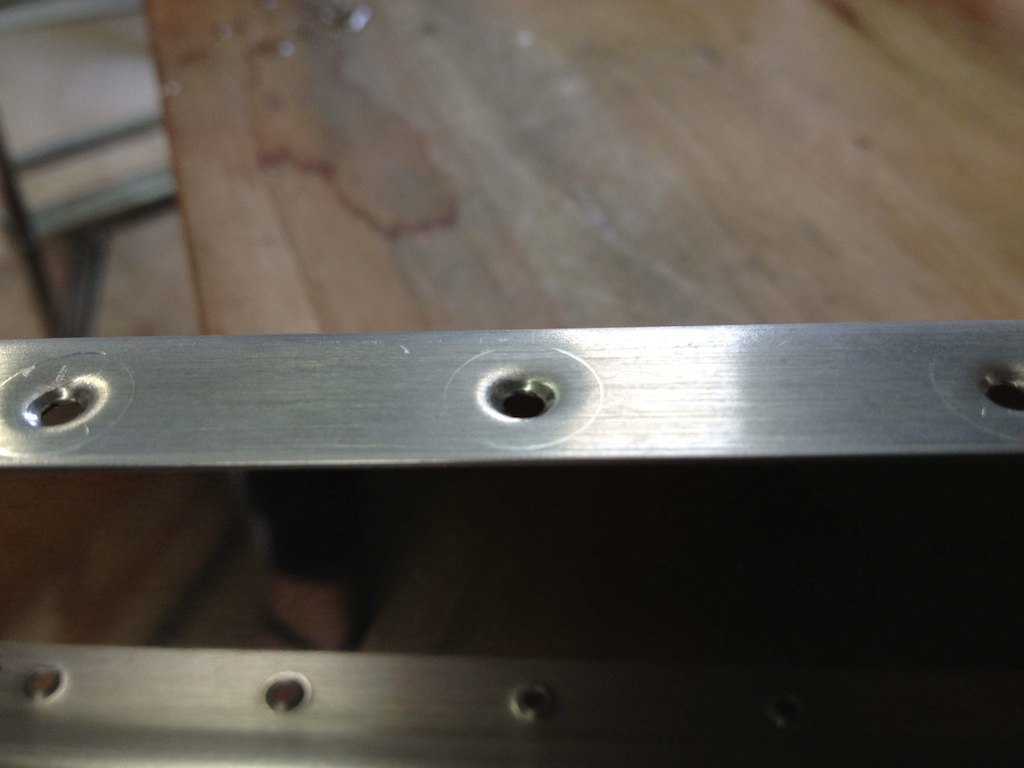
Anyway, below are 2 sets of dimples with the DRDT-2. (I sold the hammer whacking device so can not make a comparison) The first with .040 material the second with .020 material.
With the .040 material, the #40 dimple was perfect, the #30 almost perfect, and the #8 screw dimple not nearly perfect. (Van's recognizes the problem with #8 dimples, like with the fuel tanks, and recommends cleaning out the dimples with a light counter sink touch)
With the .020 material, both #40 and 30 were perfect and the #8 was almost perfect.
The DRDT-2 has to set right to work right. The final part of the down handle motion has to pass through an over center force so it really squeezes down.
I find greatest problem with getting a good set when riveting is proper alignment of the gun and bucking bar. Sometimes when riveting solo, that is quite a challenge.

Uploaded with
ImageShack.us

Uploaded with
ImageShack.us



")




