

My dad and I recently attended the EAA RV builder's course. Basic Sheet Metal construction would be a better title but the course was exactly what we needed!
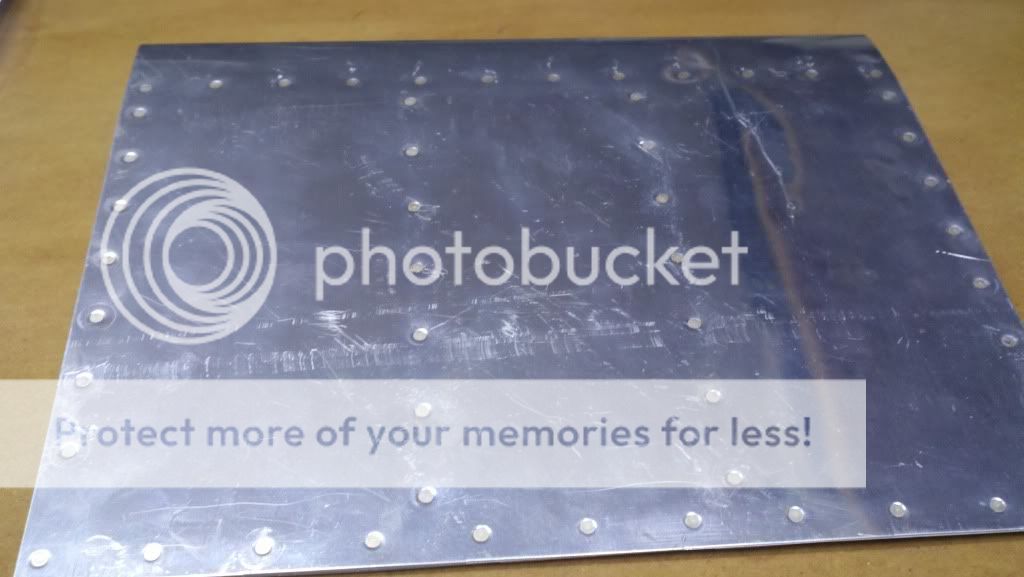
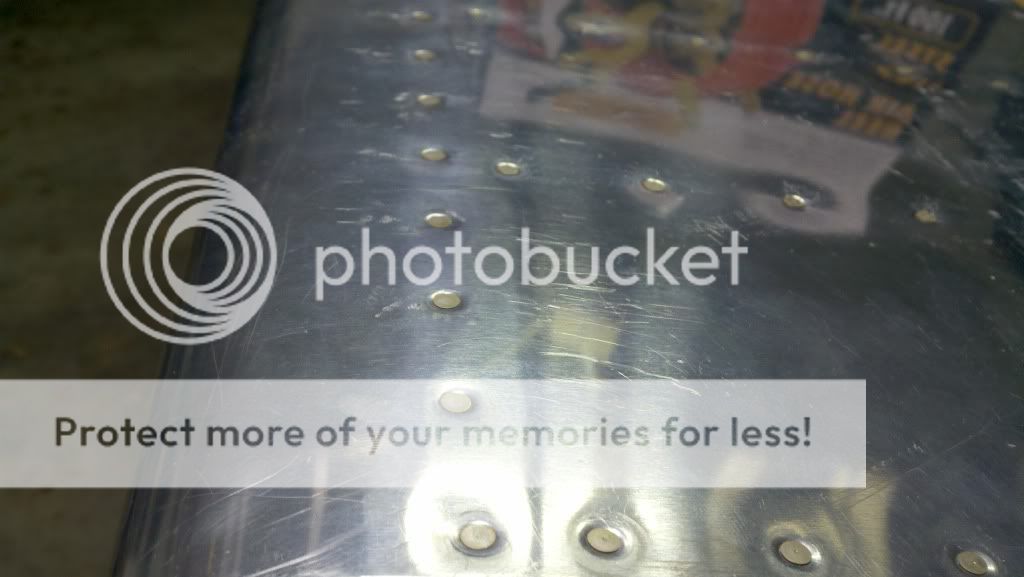
Below are photos of our project. (Don't laugh...it's our first try! Ok...laugh a little.) We never really felt comfortable with dimpling. It seemed there was always a little cup around the rivet. We were able to compare our results with some RVs out on the line. We noticed they all had nice flat rivet lines. We tried using less force when we hit the dimpler. Usually this resulted in a dimple that left the un-squeezed rivet above the skin. We tried using a squeezer with the same result. We were never able to create a dimple that was exactly the diameter of a 426 rivet.
So my questions are:
1. Had we squeezed a rivet that did not sit flush before squeezing, would it have shaped the dimple the rest of the way?
2. Has anyone discovered a good, consistent technique for dimpling?
3. How much will paint hide?")

Thanks for the advice!
Below are photos of our project. (Don't laugh...it's our first try! Ok...laugh a little.) We never really felt comfortable with dimpling. It seemed there was always a little cup around the rivet. We were able to compare our results with some RVs out on the line. We noticed they all had nice flat rivet lines. We tried using less force when we hit the dimpler. Usually this resulted in a dimple that left the un-squeezed rivet above the skin. We tried using a squeezer with the same result. We were never able to create a dimple that was exactly the diameter of a 426 rivet.
So my questions are:
1. Had we squeezed a rivet that did not sit flush before squeezing, would it have shaped the dimple the rest of the way?
2. Has anyone discovered a good, consistent technique for dimpling?
3. How much will paint hide?
Thanks for the advice!

