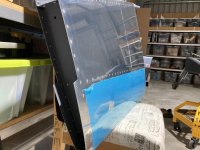
When I riveted the rear spar (HS-00903-1) into the horizontal stabilizer today, the skins (HS-00901-1) ended up pillowing a bit between the rivets. It's not super obvious, I only noticed it when looking at reflections in the skin.
Is this inevitable? We checked the countersinks before riveting and a piece of dimpled skin seemed to sit flush.
Is this inevitable? We checked the countersinks before riveting and a piece of dimpled skin seemed to sit flush.

 . I'm building the empennage at Synergy Air and that's mostly what they use.
. I'm building the empennage at Synergy Air and that's mostly what they use.